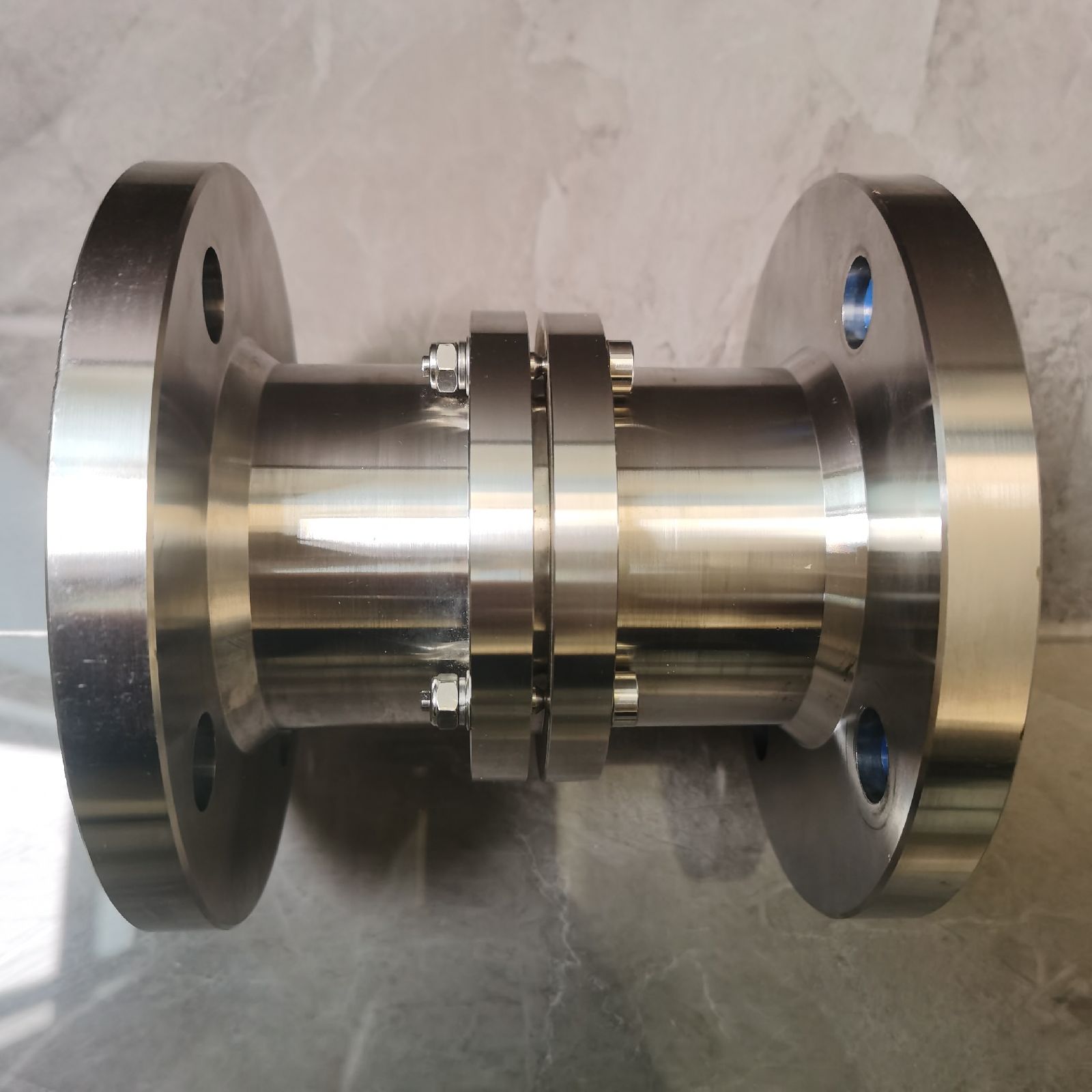
310S球阀
310S球阀的化学成分分析
310S 不锈钢主要的合金元素是 Cr、Ni、Mn和Si,其质量百分比为 25%的铬,19%的镍,2%的锰,1%的硅,该材料一般以固溶处理状态交货。焊接线能量太大或太小都不好,一般控制在 0.5~2.5kJ/cm 范围内,其具体大小要根据焊件厚度选择。一般焊接时不需要预热,但焊件厚度过大或环境温度过低时,为防止冷速过快造成焊缝和热影响区焊后开裂,必须采取预热措施。由于310S材质阀门是有铸造工艺铸造的,都是材质在铸造的过程中产生各种氧化物和杂质,表面有夹砂,所以焊接310S材质阀门都为沙眼的补焊为主,补焊首选对焊接处用丙酮去除油污,再必须对沙眼处预热,选用合适焊接能力,尽量焊接,为了防止焊缝热影响区的晶粒粗大,还要控制层间温度,不锈钢的层间温度一般控制在 100℃以下。
310S球阀基本的工艺要求
工艺要求∶
1.从事焊接工作的焊工,应参加焊工基本知识和操作技能培训和
考试,并取得由质量技术监督部门签发的焊工合格证的人员。
2. 焊接前的准备
①检查焊机、焊枪、钨极、外保护气托罩(杆)、焊丝、焊剂、冷却水等,只有在各个系统正常的情况下才能焊接。
②核对工艺流通卡与待焊钢管的标识和内容,检查材质、规格、厚度等是否与工艺流通卡一致。
③对待焊焊缝两侧各 20nm 的纵向进行清理,用酒精、丙酮、棉纱、钢丝(轮)等清理影响焊接质量的油污、锈蚀等,并在酒精、丙酮完全发挥后才允许焊接。
④检查焊丝是否与母材匹配,焊丝是否足够焊完一道焊缝。
3. 焊丝的选择
对于 0Cr25Ni20(310)的母材,只能选用 ER310(HOCr26Mi21)的焊丝。
4.焊接时的要点
①按焊接工艺指导书中的工艺参数焊接。
②起弧和熄弧必须在引、收弧板上进行,起弧和熄弧处应在不大于引、收弧板外边缘的 50mm处。
③焊接电流若大于喷嘴允许的*大电流以及钨极与喷嘴的不
同心会造成等离子焊出现双弧现象,这是不允许的。工件表面的间距一般取 3~5mm(过高会使焊透能力降低,过低会使喷嘴沾满飞溅物).喷嘴的孔径决定等离子弧直径的大
小,应根据使用电流和离子气流量决定。
④焊接时要随时观察焊接电弧情况,并视情况可对焊接参数进行微
调,焊接过程中不允许停弧。
5.焊接完成后要对焊缝进行自检,对自检发生的缺陷,可按相关规定进行处理,并认真填写相关记录。焊缝应与母材圆滑过度,不得有裂纹、气孔、咬边、未焊透、焊瘤、内凹等缺陷。
6.焊管在焊接后调运前,必须将焊接小车移至安全位置。
 扫一扫,手机浏览
扫一扫,手机浏览 欧电阀门集团有限公司
欧电阀门集团有限公司